
Общие положения.
 Микротрубы из нержавеющей стали с оптическими волокнами (Волокно в стальной трубе - Fibre in the Steel Tube: FIST) используются в ряде конечной продукции, такой как Наземные оптические кабели (OPtical Ground Wires -OPGW), Оптические фазовые провода (OPtical Phase Conductors - OPPC) и Волоконные оптические подводные кабели (Fibre Optic Submarine Cables). В этой продукции оптические волокна должны быть защищены от жестких условий окружающей среды. Сваренные лазером герметически уплотненные микротрубы из нержавеющей стали идеально удовлетворяют этим требованиям, поскольку они обеспечивают механическую и термическую защиту оптических волокон и хорошее сопротивление проникновению влаги и водорода. Оптические волокна изолированы от напряжений и деформаций. Кроме требований конечной продукции, микротрубы из нержавеющей стали с оптическими волокнами должны также выдерживать механические деформации во время их встраивания в конечную продукцию.
Микротрубы из нержавеющей стали с оптическими волокнами (Волокно в стальной трубе - Fibre in the Steel Tube: FIST) используются в ряде конечной продукции, такой как Наземные оптические кабели (OPtical Ground Wires -OPGW), Оптические фазовые провода (OPtical Phase Conductors - OPPC) и Волоконные оптические подводные кабели (Fibre Optic Submarine Cables). В этой продукции оптические волокна должны быть защищены от жестких условий окружающей среды. Сваренные лазером герметически уплотненные микротрубы из нержавеющей стали идеально удовлетворяют этим требованиям, поскольку они обеспечивают механическую и термическую защиту оптических волокон и хорошее сопротивление проникновению влаги и водорода. Оптические волокна изолированы от напряжений и деформаций. Кроме требований конечной продукции, микротрубы из нержавеющей стали с оптическими волокнами должны также выдерживать механические деформации во время их встраивания в конечную продукцию.
Такие микротрубы из нержавеющей стали с оптическими волокнами предлагаются с разнообразными диаметрами, различной толщиной стенок и различным количеством оптических волокон. Кроме того, дополнительная длина волокна в микротрубе может меняться.
В нашей производственной линии такие микротрубы из нержавеющей стали с оптическими волокнами, которые действительно соответствуют всем этим требованиям, изготавливаются с большой длиной в едином непрерывном процессе. Основным элементом данной производственной линии является UNIWEMA® 5L, который превосходно координирует процессы формирования и сваривания с другими требованиями производственного процесса. Машина UNIWEMA® 5L -это самый маленький тип из наших формовочных и сварочных машин UNIWEMA®, которые успешно применяются во всем мире более 40 лет.
Описание производственной линии.
Общий вид.
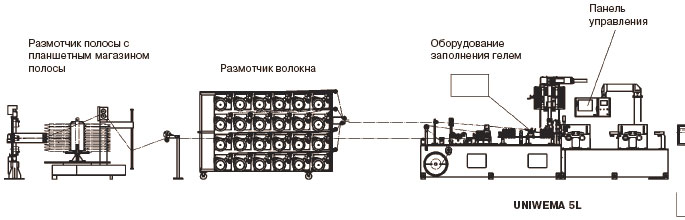
УПроизводственная линия состоит из следующих основных субагрегатов:
Размотчик полосы с планшетным магазином полосы.
 Для обеспечения непрерывного производства необходимо обеспечить непрерывную подачу полосы для фиксированной производственной длины. Поскольку бухты полосы, поставляемые производителями полосы, имеют только ограниченные длины, для получения требуемой длины концы полос нескольких бухт должны быть соединены поперечной сваркой.
Для обеспечения непрерывного производства необходимо обеспечить непрерывную подачу полосы для фиксированной производственной длины. Поскольку бухты полосы, поставляемые производителями полосы, имеют только ограниченные длины, для получения требуемой длины концы полос нескольких бухт должны быть соединены поперечной сваркой.
Такая поперечная сварка выполняется на оборудовании соединения полос,которое не встроено в основную производственную линию. Благодаря этой раздельности предотвращается любое неблагоприятное влияние процесса соединения на основной непрерывный производственный процесс. В оборудовании соединения полос уникальный планшетный магазин полосы заполняется несколькими бухтами полосы, которые сварены между собой поперечной сваркой встык.
Размотчик полосы состоит из поворотного стола с приводом, на котором устанавливается сменный планшетный магазин полосы, заполненный несколькими бухтами полосы. С помощью сложного направляющего и управляющего скоростью устройства полоса поступает из бухты в производственную линию. Переход с одной бухты на другую не влияет на скорость производства.
Размотчик волокна.
 Отдельный размотчик волокна может принимать стандартные бобины с волокном в том виде, в котором они поставляются производителями волокна. Привод каждого размотчика управляется плавающим роликом. Натяжение волокна может регулироваться от 20 до 140 сН.
Отдельный размотчик волокна может принимать стандартные бобины с волокном в том виде, в котором они поставляются производителями волокна. Привод каждого размотчика управляется плавающим роликом. Натяжение волокна может регулироваться от 20 до 140 сН.
Агрегат размотки волокна состоит из 24 отдельных размотчиков волокна. Количество таких агрегатов размотки, устанавливаемых в производственной линии, зависит от требований по производительности, например спецификации наземных оптических кабелей OPGW. Стандартная компоновка линии включает два агрегата размотки волокна.
Машина формовки и сварки микротруб UNIWEMA® 5L
Машина формовки и сварки микротруб UNIWEMA® 5L является основным оборудованием данной производственной линии.
В соответствии с процессом UNIWEMA® металлическая полоса, поступающая из размотчика полосы, подается в машину, и в едином процессе кромки полосы зачищаются и формируются в трубу. Затем противоположные кромки полосы свариваются продольной сваркой встык. Гусеничный приводе разрезным зажимом, расположенный за сварочным блоком, протягивает трубу через машину. Превосходная координация формировки и сварки с помощью гусеничного привода с разрезным зажимом является непременным условием получения равномерного сварного шва. Это основная концепция более 200 машин UNIWEMA®, поставленных компаниям по всему миру за более чем 40 лет для производства разнообразной продукции.
 Для производства волокна в стальной трубе данная основная концепция UNIWEMA® была изменена и переработана. В машине UNIWEMA® 5L стальная полоса подготавливается и формуется в двух основных секциях. Первая секция подготавливает кромки полосы, которые должны свариваться, и начинает формировать из полосы открытую U-образную форму. Здесь в формировочном инструменте создано окно, которое используется для прокладки волокон, введения сварочного газа и тиксотропного геля через вводное сопло. После этого окна полоса формуется в круглую форму для сварки.
Для производства волокна в стальной трубе данная основная концепция UNIWEMA® была изменена и переработана. В машине UNIWEMA® 5L стальная полоса подготавливается и формуется в двух основных секциях. Первая секция подготавливает кромки полосы, которые должны свариваться, и начинает формировать из полосы открытую U-образную форму. Здесь в формировочном инструменте создано окно, которое используется для прокладки волокон, введения сварочного газа и тиксотропного геля через вводное сопло. После этого окна полоса формуется в круглую форму для сварки.
Благодаря запатентованной конструкции вводного сопла гель не влияет на зону сварки, а тепло сварки не влияет на волокно. В то же время оно позволяет закрывать зону сварки сварочным газом. Сварка микротруб малого диаметра и с тонкими стенками, которые производятся на данной линии, выполняется лазером.
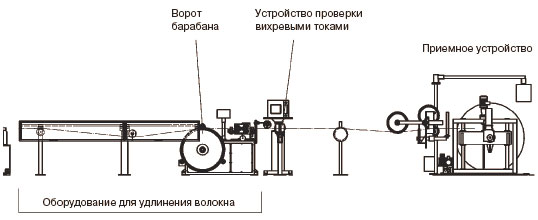
Применяемая в данной линии технология сварки является сваркой с ограниченной проводимостью, которая оптимизирована для производства таких микротруб малого диаметра с тонкими стенками. Очень тонкий сварочный шов достигается с помощью данной технологии сварки, требующей точного направления кромок полосы под пятно лазера. Комбинация высокоточного формующего инструмента и гусеничного привода с разрезным зажимом, которые удерживают шов в требуемых допусках, делает ненужным применение устройства обнаружения и направления шва. Качество сварочного шва проверяется устройством проверки вихревыми токами.
Машина UNIWEMA® 5L для производства волокна в стальной трубе состоит из двух агрегатов гусеничного привода с разрезным зажимом. Между этими двумя агрегатами и за вторым из них микротруба уменьшается в диаметре. Из-за этих двух уменьшений трубы реальная скорость производства трубы выше скорости сварки.
Оборудование заполнения гелем.
Микротрубы заполняются тиксотропным гелем. Заполняющее оборудование состоит из контейнера с гелем, оснащенного дозирующим насосом,приборами управления и измерения давления и температуры, трубой нагрева геля и насосной секцией для вводного сопла.
Оборудование для удлинения волокна.
 Из-за разного относительного удлинения стальной трубы и стекловолокна конструкция окончательного кабеля требует дополнительной длины волокон в стальной трубе. В зависимости от размера микротрубы и количества волокон в нашем производственном процессе надежно производится заданное удлинение в диапазоне от 0,2 до 0,7%. С помощью барабанного ворота к микротрубе прикладывается растягивающее усилие, которое растягивает микротрубу до некоторого предела. Растягивающее усилие контролируется с помощью специального агрегата измерения усилий. Процент удлинения зависит от растягивающего усилия. Поскольку данное удлинение находится в пределах эластичности микротрубы, она возвращается к исходной длине, как только снимается растягивающее усилие, т.е. вслед за барабанным воротом микротруба возвращается к своей исходной длине. Длина же волокон в микротрубе остается увеличенной на дополнительную длину растянутой микротрубы. Это означает, что процент удлинения волокон соответствует проценту временного удлинения микротрубы.
Из-за разного относительного удлинения стальной трубы и стекловолокна конструкция окончательного кабеля требует дополнительной длины волокон в стальной трубе. В зависимости от размера микротрубы и количества волокон в нашем производственном процессе надежно производится заданное удлинение в диапазоне от 0,2 до 0,7%. С помощью барабанного ворота к микротрубе прикладывается растягивающее усилие, которое растягивает микротрубу до некоторого предела. Растягивающее усилие контролируется с помощью специального агрегата измерения усилий. Процент удлинения зависит от растягивающего усилия. Поскольку данное удлинение находится в пределах эластичности микротрубы, она возвращается к исходной длине, как только снимается растягивающее усилие, т.е. вслед за барабанным воротом микротруба возвращается к своей исходной длине. Длина же волокон в микротрубе остается увеличенной на дополнительную длину растянутой микротрубы. Это означает, что процент удлинения волокон соответствует проценту временного удлинения микротрубы.
Приемное устройство.
После того, как произведено удлинение волокна, микротруба через управляющее устройство с плавающим роликом сматывается на приемное устройство. Стандартное транспортируемое приемное устройство было доработано для удовлетворения специальных требований данного производственного процесса. Могут использоваться стандартные деревянные и металлические катушки.
Управление производственной линией.
 Все отдельные параметры данной производственной линии, как то скорости различных компонентов, усилия растяжения, мощность сварки, а также все измеряемые и настраиваемые параметры управляются программируемыми логическими контроллерами (PLC) и настраи ваются/контрол и ру ются промышленным компьютером, работающим с Windows-совместимым программным обеспечением. Оператор машины управляет линией с основного пульта управления, установленного на машине UNIWEMA® 5L. Эта панель включает в себя цветной монитор для показа сварочной ванны и 15-дюймовый тонкопленочный сенсорный экрана, который отображает ясное представление всех функций всей линии.
Все отдельные параметры данной производственной линии, как то скорости различных компонентов, усилия растяжения, мощность сварки, а также все измеряемые и настраиваемые параметры управляются программируемыми логическими контроллерами (PLC) и настраи ваются/контрол и ру ются промышленным компьютером, работающим с Windows-совместимым программным обеспечением. Оператор машины управляет линией с основного пульта управления, установленного на машине UNIWEMA® 5L. Эта панель включает в себя цветной монитор для показа сварочной ванны и 15-дюймовый тонкопленочный сенсорный экрана, который отображает ясное представление всех функций всей линии.
Кроме того, могут контролироваться и записываться данные, связанные с качеством процесса. Рецепты для различной производимой продукции могут сохраняться для их последующего вызова. Все параметры могут быть установлены прикосновением к соответствующему квадрату на сенсорном экране или с помощью клавиатуры управления производственным процессом, расположенной под этим экраном.
По запросу в данную производственную линию может быть встроена система дистанционной обработки ошибок, позволяющая нашим специалистам проверять электронику оборудования заказчика по Интернету прямо из Ганновера /Hannover/ с помощью специального программного обеспечения.
Оборудование соединения полосы.
Бухты полосы, поставляемые производителями полосы, имеют ограниченные длины. Для получения требуемой длины микротрубы несколько бухт полосы должны быть соединены между собой, чтобы обеспечить плавное и надежное непрерывное производство. Эти производственные требования удовлетворяются с помощью уникального магазина бухт полосы, который заполняется соединенными бухтами с помощью оборудования соединения полосы.
Оборудование соединения полосы состоит из стенда размотки бухты, поворотного стола со сменным магазином бухт полосы и оборудования поперечной лазерной сварки. В магазине бухт полосы бухты размещаются друг над другом и разделяются проставками.
После того, как конец нижней бухты сваривается встык лазерной поперечной сваркой к началу следующей бухты, вставляются проставки. Качество поперечной сварки так же хорошо, как и продольной сварки и не влияет на конечное качество микротрубы.
Емкость оборудования соединения полосы позволяет подготавливать сменные магазины бухт полосы для нескольких производственных линий.
Основные технические характеристики.
| Диаметр свариваемой трубы: | 2,0 - 5,5 мм |
| Диаметр окончательной трубы: | 1,0 - 5,5 мм |
| Толщина стенки трубы: | 0,15 - 0,3 мм |
| Максимальная производственная длина: | 50000 м |
| Скорость производственной линии: (зависит от размеров трубы) |
3 - 25 м/мин |
| Число оптических волокон: | 1 - 48 (стандарт) |
| Настраиваемое натяжение трубы: | 20 - 140 сН |
| Настраиваемое удлинение (в зависимости от типа волокна в стальной трубе FIST): |
0,2 - 0,7 % |
